
在涂料检测试验里面,漆膜硬度一直都是评价一款涂料涂层或涂层体系性能好坏的指标之一。漆膜涂覆在物体表面,会形成黏附牢固、具有一定强度的连续涂层,这些连续涂层必须保持一定的硬度,才能发挥涂料所具有的装饰、保护作用和其他一些特殊作用。
想要检测漆膜硬度,我们通常会通过在漆膜上推压已知硬度标号的铅笔来测定。漆膜的铅笔硬度通过用具有规定尺寸、形状和铅笔芯硬度的铅笔推过漆膜表面时,观察漆膜表面是否产生划痕或其他缺陷,通过铅笔标号来表征漆膜的硬度。

目前,我国现行国家标准 GB/T 6739—2006《色漆和清漆 铅笔法测定漆膜硬度》实施已有 15 年,早就到了需要修订和完善的年限,而且及时跟踪和采用国际先进标准,使我国的测试方法标准与国际接轨,一直都是我国制定国家标准的初衷。
GB/T 6739—2006 等效采用的国际标准ISO 15184:1998 早就历经数次修订。ISO 15184 最新版为 2020 版,较 GB/T 6739-2006 所采用的 ISO 15184:1998 版前后经过 2 次修订,分别是 2012 和 2020 版。
2012 版内容主要变化:
1)将推动试板更正为推动铅笔;
2)将铅笔的移动速度为 0.5 mm/s 到 1 mm/s 改为只需均速移动即可;
3)允许使用机械自动铅笔;
4)补充试验条件(原附录 A)已包含在试验报告中;
5)增加了一个新的附件 a,说明了该方法的适用性。
2020 版内容主要变化:
1)在 5.1 中施加在漆膜表面上的负载已经修正为( 7.35±0.15) N 。
2)在 8.6 中删除了经商定,这种试验还可以用来测定没有引起涂层内聚破坏的铅笔硬度所谓的“擦伤”硬度)的陈述,以避免与描述了该试验方法的那些标准混淆。
从以上国际标准的更改情况,我们可以很容易看出 GB/T 6739—2006已经不能代表当下的先进检测方法,而且标准中所涉及的塑性变形和内聚破坏,定义并不明确,在评判擦伤和刮破等存在较大异议,拜恩工程师在实验室时也发现存在误差较大情况。
特别是涉及高光涂料产品时,对于最终结果的判定存在较大误差,这也就造成各个实验室之间对结果的评判也存在一定出入。今天我们结合ISO 15184-2020 版和GB/T 6739—2006的实际情况,为大家总结出了一套最新检测色漆或清漆的漆膜硬度的铅笔法。

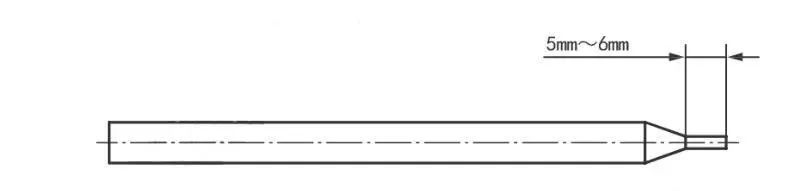
首先,我们要知道,铅笔法要求的试验环境条件应为温度(23±2)℃和相对湿度(50±5)%的实验室条件。第一步,我们需要用特殊的机械削笔刀将每支铅笔的一端削去大约 5mm~6mm 的木头,小心操作,以留下原样的、未划伤的、光滑的圆柱形铅笔笔芯。然后垂直握住铅笔,与砂纸保持 90°角在砂纸上前后移动铅笔,把铅笔芯尖端磨平。持续移动铅笔直至获得一个平整光滑的圆形横截面,且边缘没有碎屑和缺口。每次使用铅笔前都要重复这个步骤。
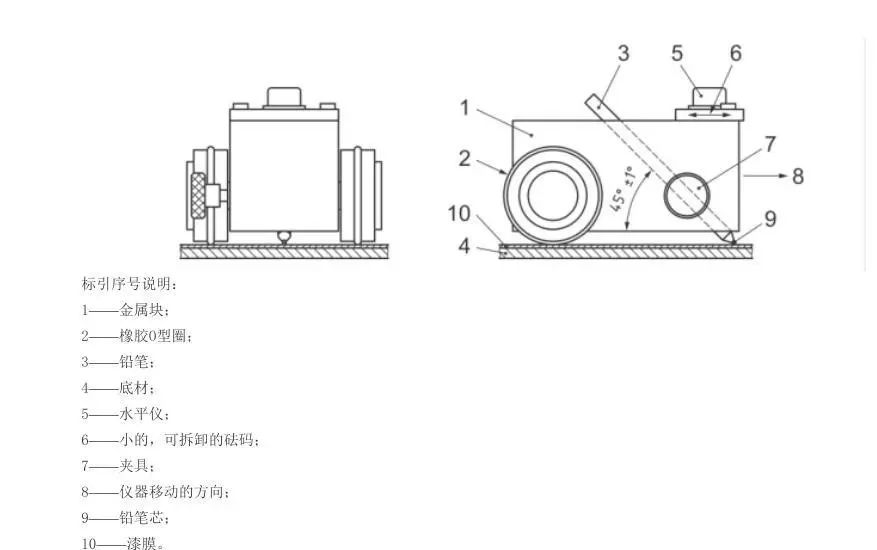
将涂漆样板放在水平的,稳固的表面上。将铅笔插入试验仪器中并用夹具将其固定,使仪器保持水平,铅笔的尖端放在漆膜表面上。当铅笔的尖端刚接触到漆膜后立即推动铅笔,在足够进行视觉判读
a) 塑性变形:漆膜表面永久的压痕,但没有内聚破坏;
b) 内聚破坏:漆膜表面存在可见的擦伤或刮破,此时碎屑已从漆膜上脱落;
c) 以上情况的组合。
我们在实验时要注意溶剂不能影响试验区域内漆膜的硬度。用软布或脱脂棉签和与漆膜不起作用的溶剂一起擦拭漆膜表面,当擦净漆膜表面上铅笔芯的所有碎屑后,缺陷更容易评定。如果经过商定,可以使用放大倍数为6倍~10倍的放大镜来评定缺陷。使用放大镜,应在报告中注明。
如果未出现缺陷,可以在未进行过试验的区域重复试验,更换较高硬度的铅笔直到出现至少3mm的缺陷为止。如果已出现缺陷,则降低铅笔的硬度重复试验,直到超过3mm的缺陷不再出现为止。然后根据观察到的结果确定缺陷类别,然后以没有使漆膜出现缺陷的最硬的铅笔的硬度表示漆膜的铅笔硬度。平行测定两次。如果两次测定结果相差超过一个单位的铅笔硬度,应重新试验。

值得一提的是,该铅笔法只适用色漆、清漆或者相关产品,单图层,光滑表面的漆膜硬度的测定,如果是多图层,可以用来测定最上层的漆膜硬度。如果想要比较不同涂层的铅笔硬度,该方法不适用。当然,我们也要知道,想要对涂料的质量作出准确的评判,就需要国家标准进行权威指导,规范操作步骤,明确评价方法,可以有效缩小试验人员间操作误差。帮助生产者改进技术配方,使涂料的保护作用更好
【来源:internet】
版本与免责申明:
①本网凡注明“来源:xxx(非本网)”的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责,且不承担此类作品侵权行为的直接责任及连带责任。
②如涉及作品内容、版权等问题,请在作品发表之日起两周内与本网联系,我们将在第一时间删除内容。



